
Fabrication de moules en élastomères de silicones :
Les élastomères de silicone permettent de fabriquer un moule sur différents supports ces supports doivent être préalablement préparés on utilisera pour cette phase importante différents produits de séparation.
Dans le cas des pièces fragiles il est conseillé préalablement de faire un test de façon à ne pas abîmer l’original car un produit gras de type vaseline, cire, démoulant silicone, peut altérer de façon définitive la pièce. Voir consignes de préparation d’une pièce avant moulage sur la page des élastomères de silicones : LES ELASTOMERES DE SILICONE RTV
Les matières ne présentant peu de risques d’adhérence avec les élastomères silicones sont :
– Le métal
– Les matières plastiques
– La cire (sauf cire de fonderie pour la bijouterie qui peut être micro poreuse)
– Le bois ciré et vernis (plusieurs couches de vernis ou de cire)
– Le plâtre ciré et vernis
– Les pièces en résines (sauf mousse polyuréthanne ouverte)
Les matières pouvant présenter des problèmes d’adhérence sont les suivantes :
– La terre cuite
– Le verre
– La terre non cuite sèche
– Le métal émaillé
– Les élastomères silicones (polyaddition, polycondensation)
– Le plâtre brut
– Le bois non ciré et non vernis
– Les matières poreuses à l’eau
– Le béton cellulaire
En cas de doute, il est toujours conseillé au préalable de faire une touche d’essai sur la pièce pour tester la réactivité du produit car en cas d’erreur les dégâts peuvent être importants surtout sur des pièces de valeur, le RTV silicone peut coller sur le support ou tacher la pièce de manière profonde et irréversible.
Confectionner un moule en élastomère de silicone n’est pas très compliqué, il faut juste un peu de patience, le sens de l’observation, et des bases techniques que je vais développer ci-dessous.
Tout d’abord il faudra savoir distinguer les formes des différents type de pièces pouvant être moulées.
le bas relief : se dit d’une sculpture adhérant à un fond, sur lequel elle se détache avec une faible saillie, exemple un médaillon
le haut relief : sculpture en relief dont les parties principales, adhérant ou non au fond, offrent, toutes proportions gardées, un volume en saillie intermédiaire entre la moitié et les trois quarts du volume réel de la figure ou de l’objet représenté. (Dans le cas d’un volume saillant de moitié, on parle de demi-relief.)
le rond de bosse : Ouvrage de sculpture (statue, groupe) en ronde bosse, c’est-à-dire pleinement développé dans les trois dimensions, au lieu d’être lié à un fond comme les reliefs.
Il y quatre processus courants de fabrication d’un moule en élastomères silicones
– le moule bateau à une partie
– le moule bateau en deux parties
– le moule par estampage, (le moule par estampage peut se composer de plusieurs parties.)
– le moule sous chape
le moule bateau une partie
Cette technique simple est utilisé pour faire un moule sur une petite pièce de type bas-relief consiste à couler le RTV silicone directement sur la pièce posée au fond d’un coffrage étanche, si le fond de la pièce touchant le coffrage n’est pas plan il est conseillé de poser celle-ci sur un fin lit de plastiline afin de la stabiliser et d’empêcher le RTV silicone de passer sous la pièce ce qui rendrait le démoulage difficile voire impossible.


Le moule bateau en deux parties rond de bosse

1°) fabriquez un coffrage avec un fond amovible au fond de ce coffrage appliquer un lit de plastiline puis y poser la pièce à mouler, autour de la pièce appliquer de la plastiline de façon à cacher la moitié de celle-ci sur la partie émergée couler le silicone RTV.







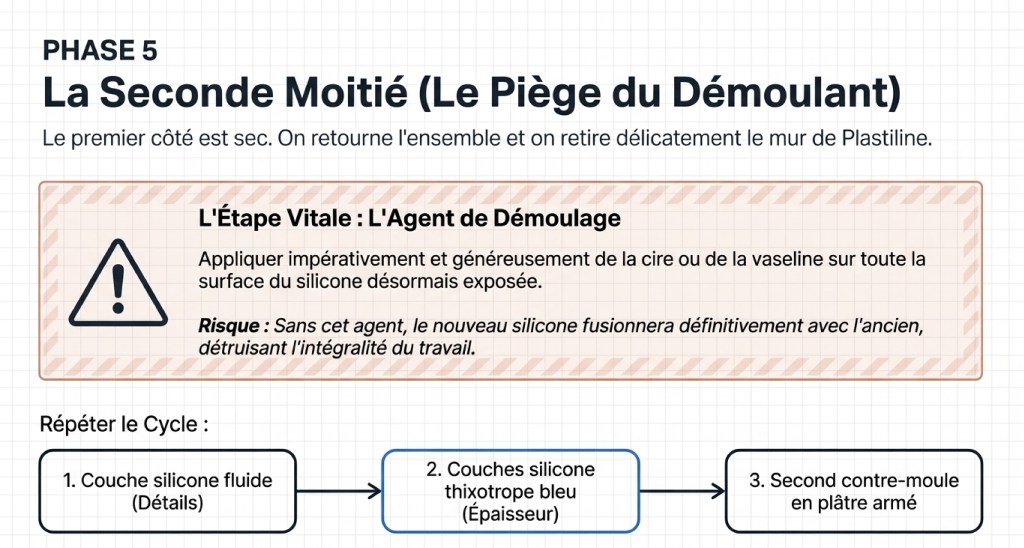
2°) 24 heures après la prise du silicone retourner le coffrage enlever la plastiline, laisser la pièce en place dans la première partie en RTV (ne jamais la démouler) graisser avec de la cire de démoulage pour résine ou de la graisse de vaseline (en pot jamais en tube en version officinale) la première partie de RTV Silicone déjà prise puis couler la seconde partie sur le dos de la pièce et la première partie


3°) Attendre de nouveau 24 heures la prise de la seconde couche de RTV puis démouler les deux parties pour récupérer la pièce et commencer les tirages
LE MOULE PAR ESTAMPAGE UNE PARTIE (haut relief)
1°) Placer la pièce sur un support rigide (planche de bois) cerner la pièce par un ruban de plastiline afin d’éviter que le silicone liquide ne « s’échappe » du support

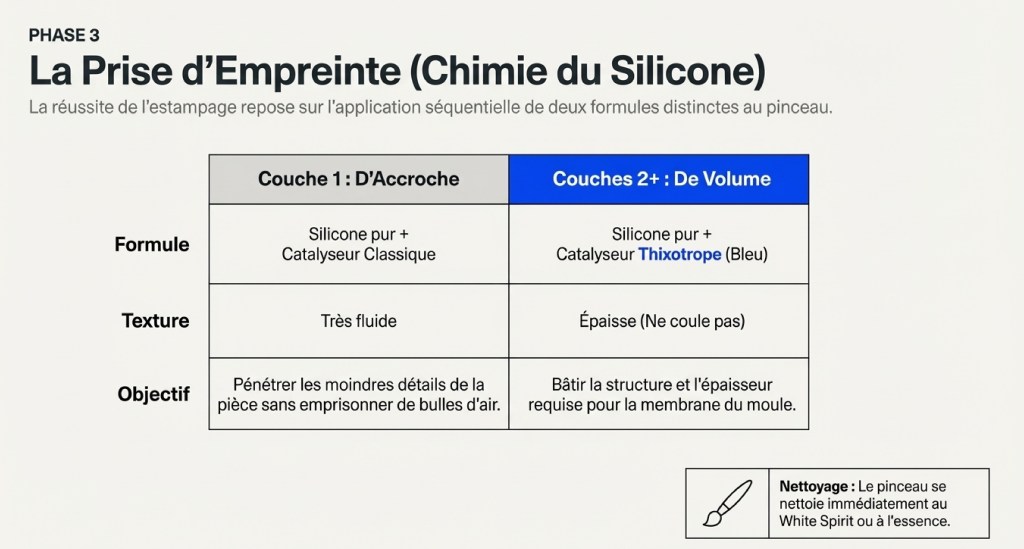
2°) Dosage : quantifier le volume de RTV (attention à ne pas préparer de trop grosses quantités) ajouter le catalyseur afin de bloquer le plus rapidement la phase de coulée du RTV et augmenter sa viscosité ajouter au mélange l’agent thixotrope. Il est souvent proposé par les fabricants et les revendeurs des catalyseurs qui sont thixotropes ce qui permet de ne faire qu’une opération de moulage, lisez bien le mode d’emploi avant usage.
appliquer le mélange au pinceau sur la pièce, répéter l’opération deux ou trois fois en fonction de l’épaisseur que l’on souhaite obtenir, entre chaque couche il est conseillé de laisser le silicone réticuler 5 heures minimum.


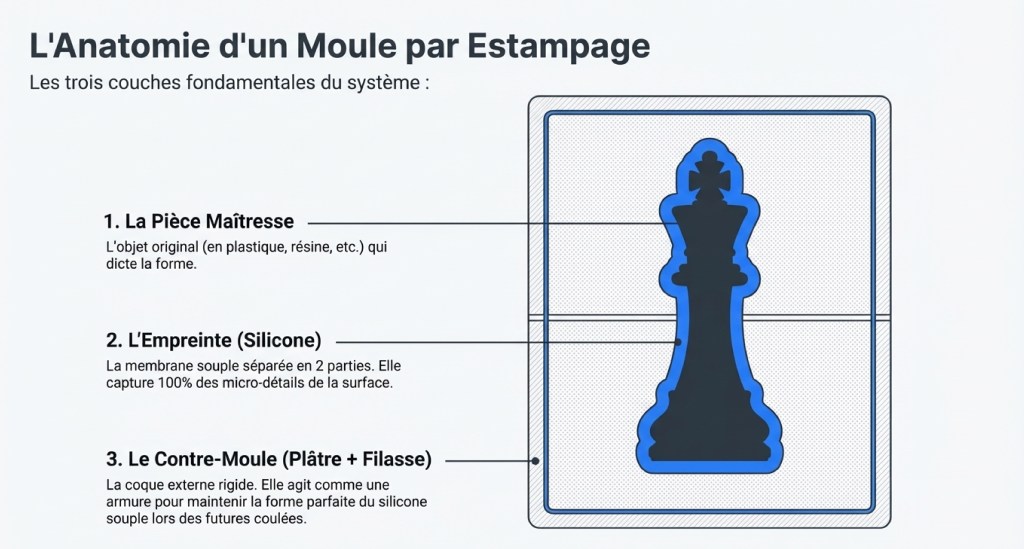
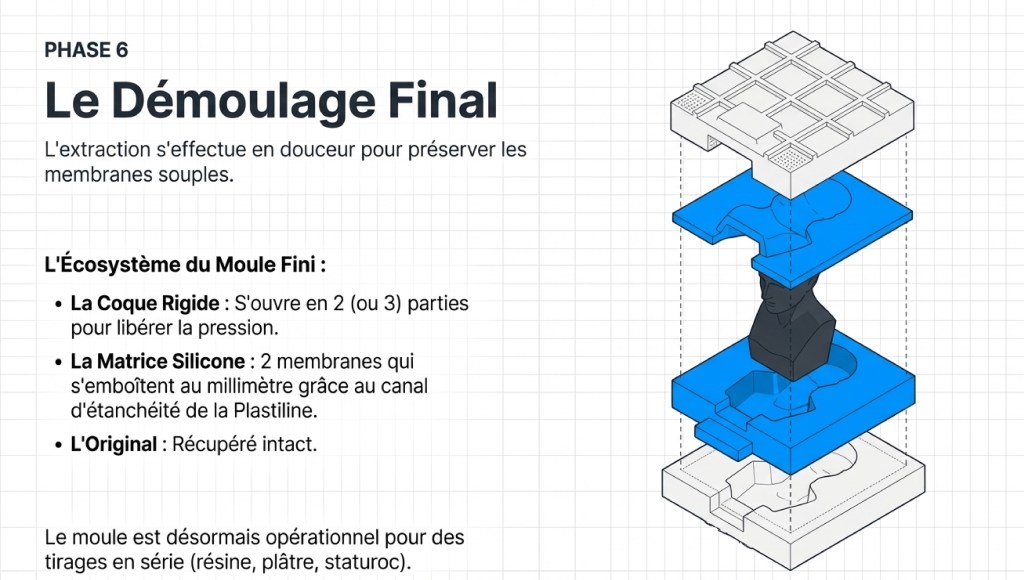
3°) pose du contre moule : le contre ou chape est une coque rigide empêchant la déformation de la membrane de RTV lors de la coulée de la masse de coulage (résine, plâtre, ciment etc..)
Moulage par estampage d’un bas relief (au centre moule RTV et de chaque coté le contre moule en plâtre + filasse et composite.)


LE MOULE PAR ESTAMPAGE (PLUSIEURS PARTIES)
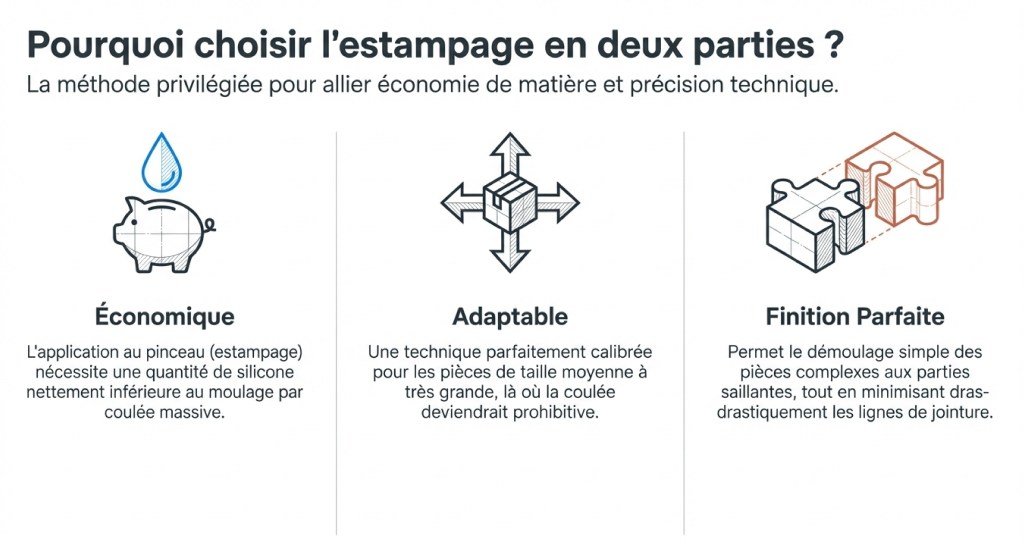
Le moule par estampage en plusieurs parties est la technique la plus économique pour la confection de moule pour des pièces de taille moyennes ou de grandes tailles.
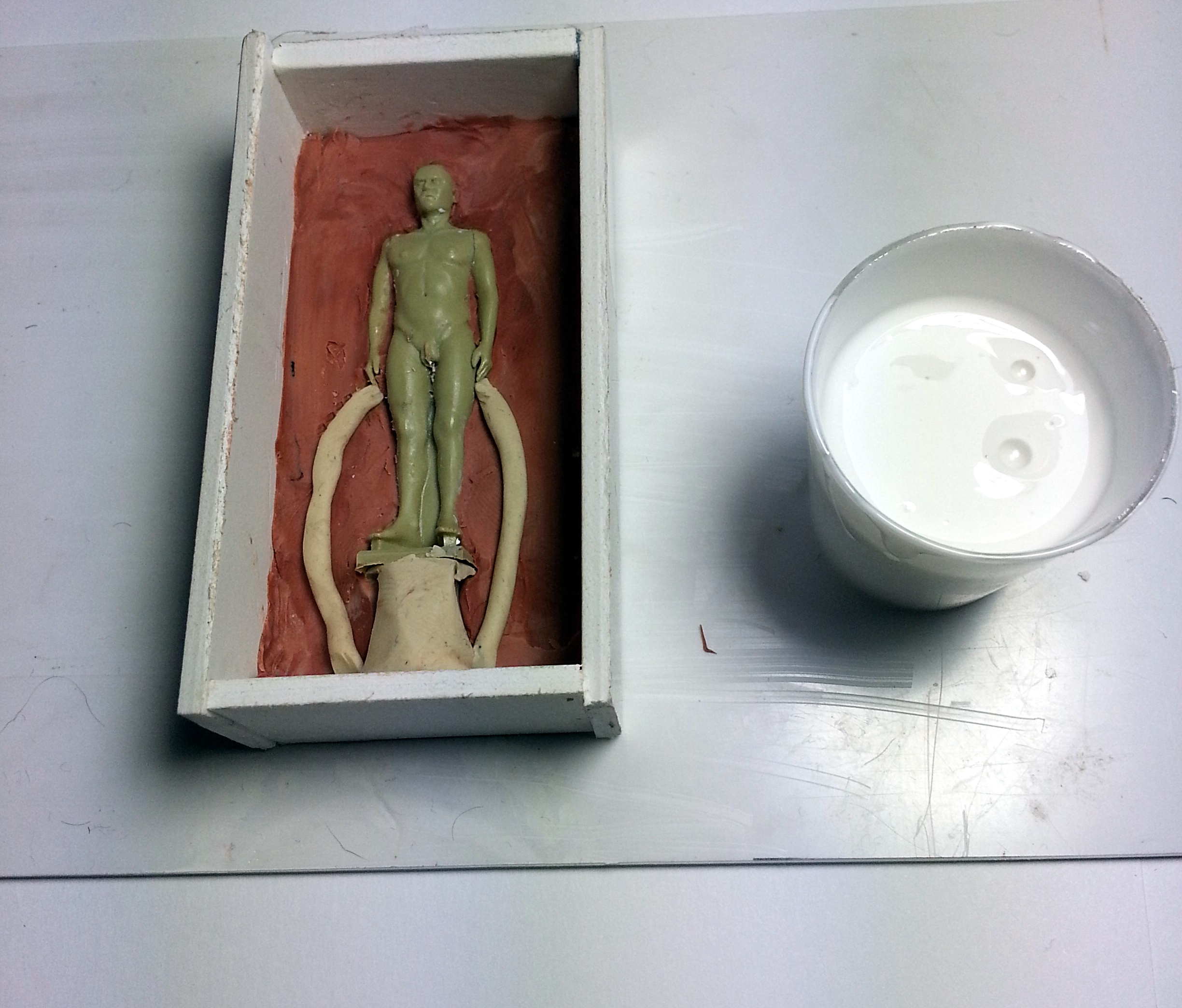
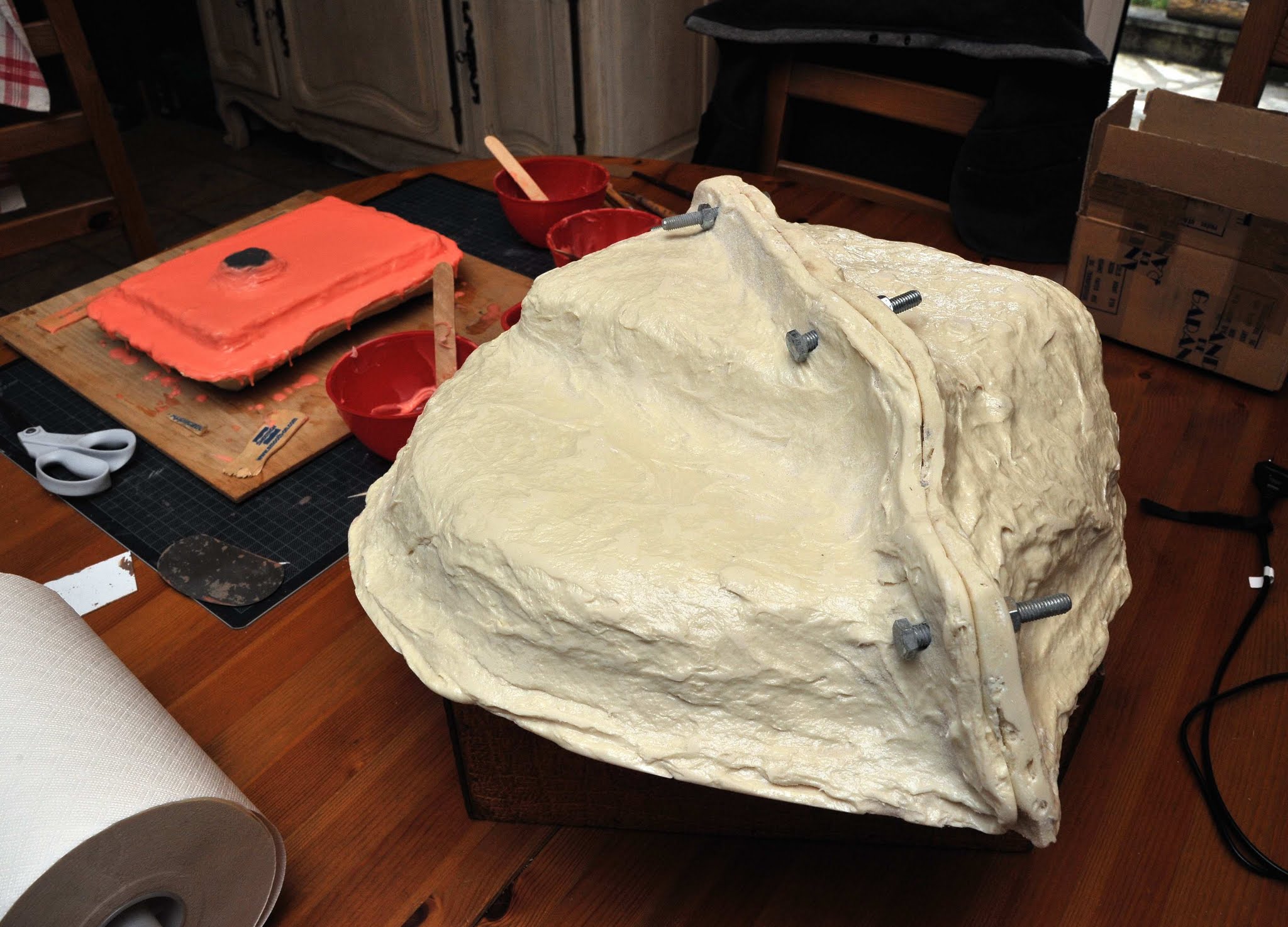
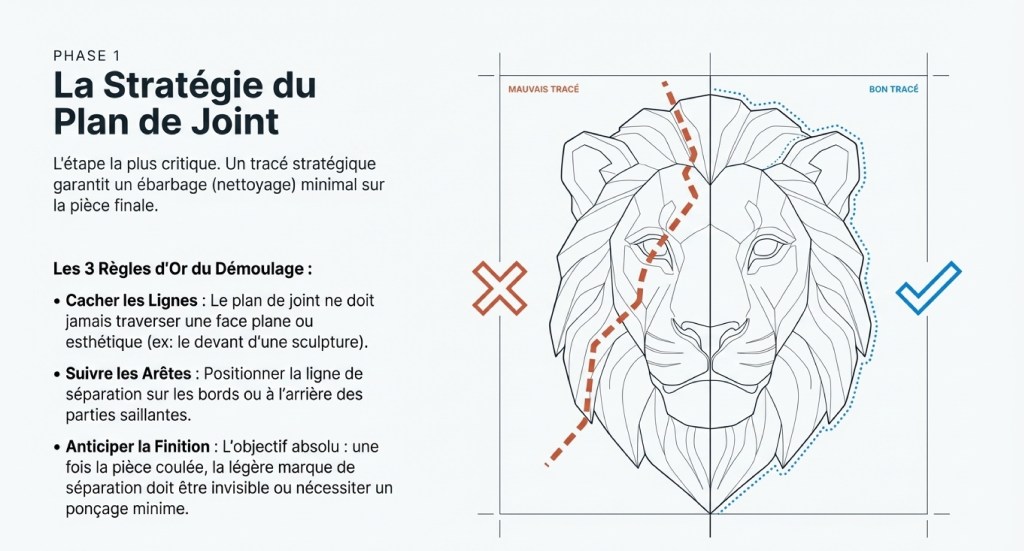
1°) pose du plan de joint : le plan de joint en plastiline et posé sur la pièce, il sert a séparer la pièce en deux en une ligne médiane, dans le cas d’un buste ( humain) le plan de joint passera derrière les oreilles, le plan de joint devra être assez haut pour permettre une portée importante (haute totale du plan de joint). Le mélange de RTV est le même que pour le moule en une partie, ce mélange est appliqué au pinceau en 2 ou 3 couches après réticulation complète il est possible d’appliquer le contre moule en plâtre et filasse (le contre moule peut être en plusieurs parties suivant la configuration de la pièce)


dans le cas de cette tête de cheval modelée en pâte Chavant les oreilles sont moulées séparément afin de ne pas les abimer, et surtout de faciliter la prise d’empreinte


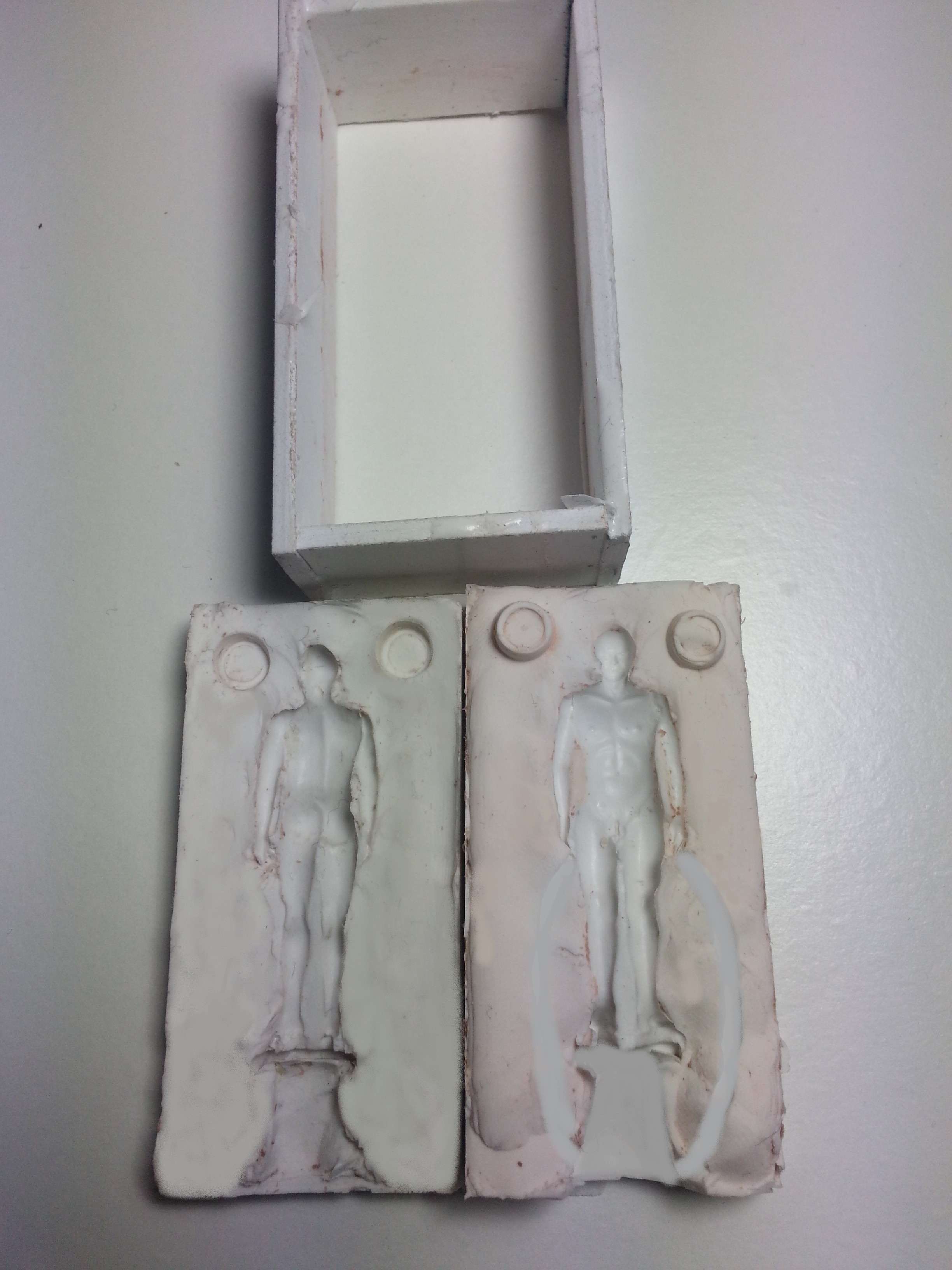
2°) la seconde partie du moule : ôter la plastiline, il est impératif de graisser la partie silicone sur la tranche du moule puis répéter la même opération que la première partie, élastomère + contre moule.




