
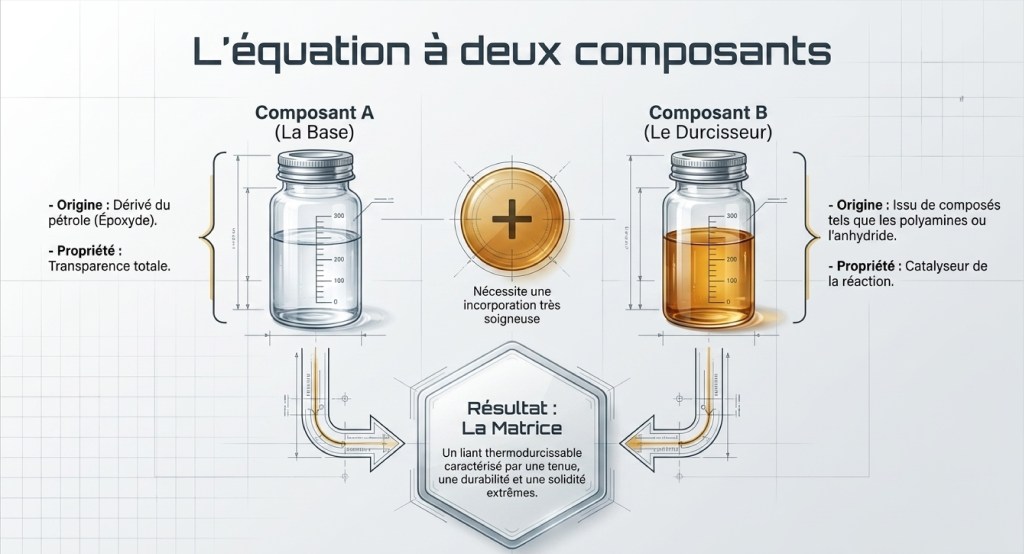
Les résines de synthèse sont des polymères bicomposants issus de produits pétroliers. Ces résines, employées pour les techniques de moulage, sont dites thermodurcissables, la prise s’initie qu’après l’adjonction d’un durcisseur qui produit le durcissement par une phase de chaleur (l’exothermie). Les résines sont de plusieurs types
– Les époxydes
– Les polyuréthanes
– Les polyesters
Lors de l’usage de la résine, il est important de connaître un terme technique, le « life pot » ou temps de vie en pot
LES RÉSINES POLYESTER

Les résines polyester sont utilisées dans divers domaines :
– La conception et la réparation de carrosserie automobile
– le nautisme
– le moulage artistique
– La fabrication de piscines et de bassins
– La réalisation de décors pour le théâtre et le cinéma
Les résines polyester ont différentes utilisations avec des aspects bien distincts :
Les résines polyesters d’inclusion, les résines polyesters de stratification, les polyesters marins, les gel coats, les vernis polyester top coat, les polyesters classés non feu, non accéléré et pré-accélérée.
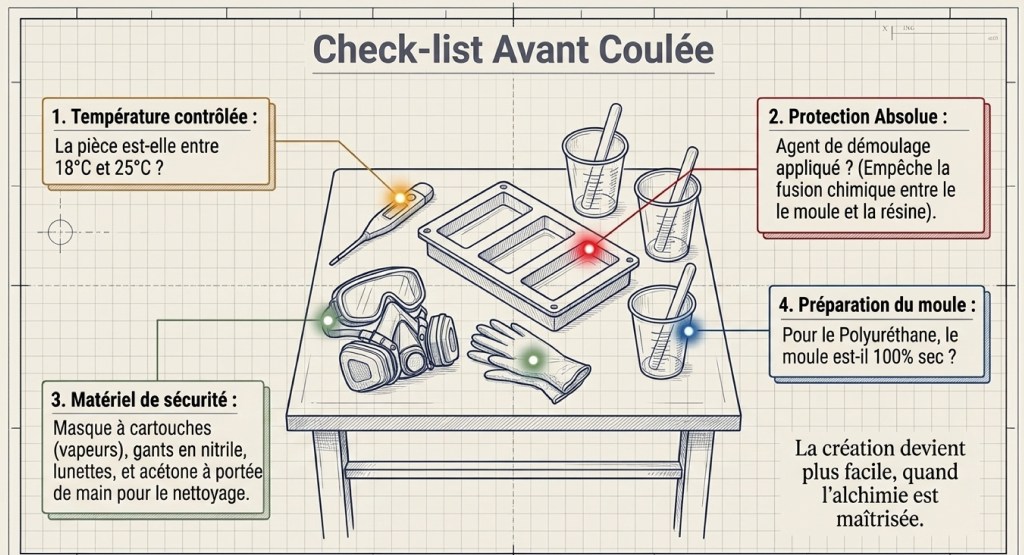
La résine polyester doit toujours être travaillée dans un local aéré et ventilé, éviter tout contact de la peau avec le durcisseur MEC (risque d’irritation). La résine polyester standard se caractérise olfactivement par une très forte odeur.
Attention : les résines polyester vendues en distribution classique sont souvent préaccélérées avec de l’octate de cobalt, il n’est surtout pas conseillé d’en rajouter, la manipulation de ce produit est dangereuse pour les néophytes.
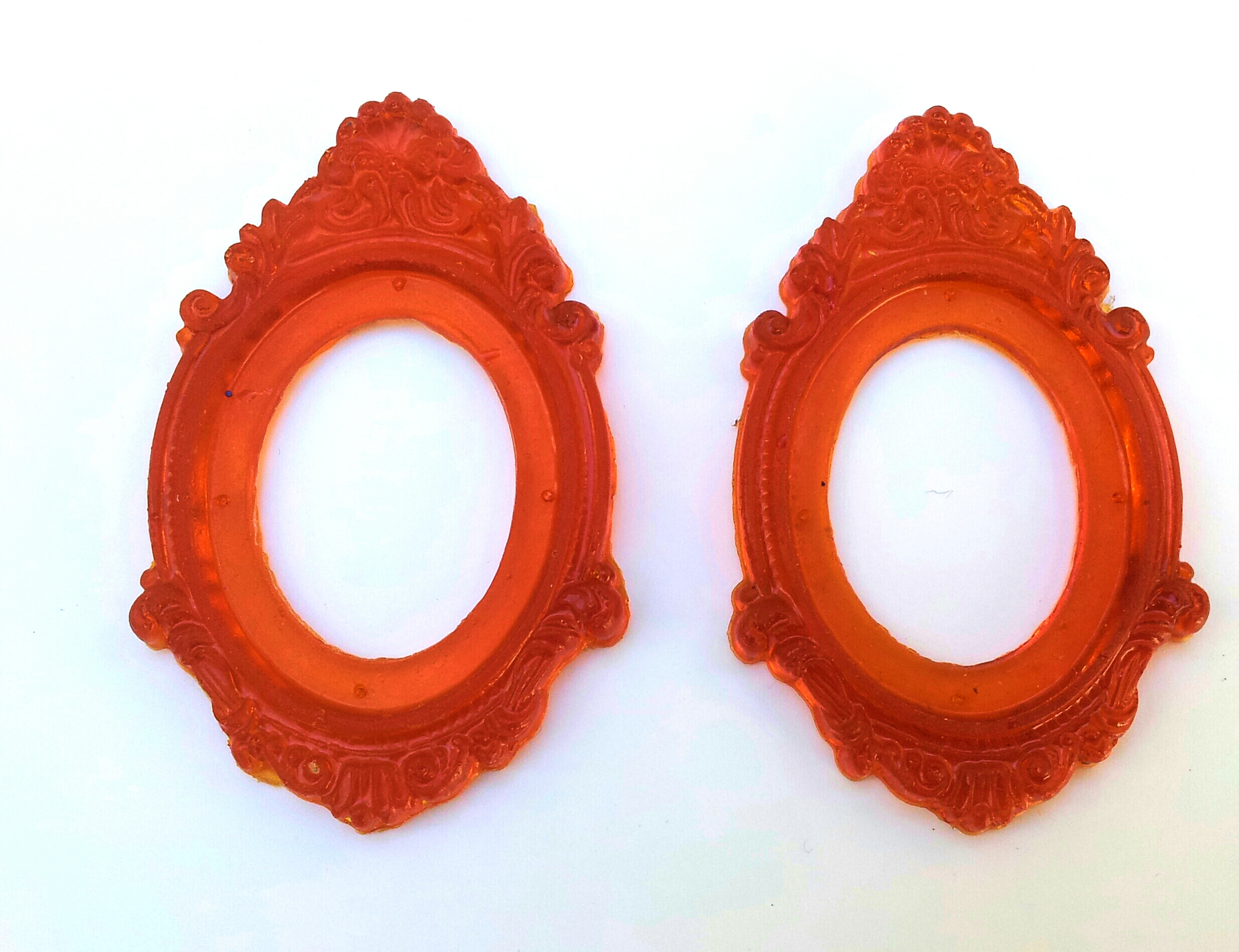
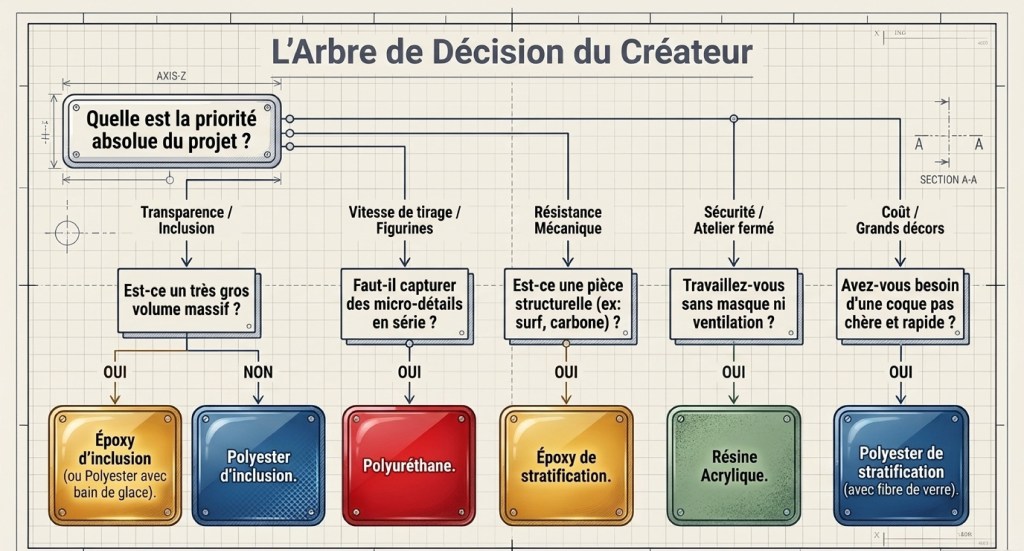
La résine polyester d’inclusion:
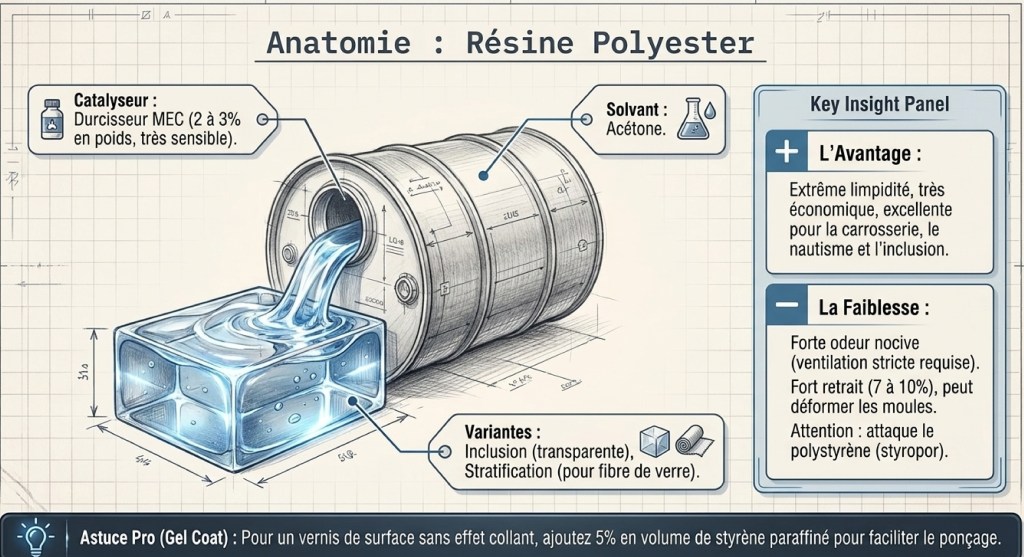
Avantage :
Une extrême limpidité et transparence.
La possibilité de teinter avec de la peinture vitrail ou des colorants universels.
Une bonne résistance aux chocs.
Une bonne tenue dans le temps.
Inconvénient :
Cette résine de loisirs dégage de la chaleur lors de la catalyse ; il est conseillé de bien se référer au mode d’emploi et de respecter les dosages lors du mélange au risque de voir se fendiller le bloc d’inclusion. Plus la masse de résine travaillée est importante, moins il faut utiliser de durcisseur. Dans le cas de coulées de masses importantes, il est possible et conseillé de mettre le moule dans un récipient contenant de l’eau froide et de la glace, afin de faire descendre la température émise lors de la phase d’exothermie.
Dégagement d’odeurs fortes dangereuses pour la santé en local fermé et nécessitant une bonne aération du lieu de travail.
Le retrait est d’environ 7 % au durcissement de la première couche, ne dépassez pas le temps de prise (gel) avant de couler la seconde couche sur la première au risque de provoquer des bavures entre l’intérieur du moule et la première couche. Sur la dernière couche de résine, vous devez poser une feuille de terphane sur la résine encore liquide pour lisser la surface et bloquer l’effet peau d’orange de la résine polyester en contact direct avec l’air. Il est aussi important, lors du mélange résine durcisseur, de faire celui-ci sans trop brasser la résine, au risque d’y incorporer de petites bulles d’air qui auront beau de mal à s’évacuer. En présence de bulles, il est possible de passer un flux d’air chaud à l’aide d’un sèche-cheveux pour les faire éclater.
La résine pure, non teintée, peut jaunir dans le temps sous l’effet des UV.
Le produit se périmant assez vite, il est donc à consommer très rapidement après l’ouverture du pot.
La coloration de la résine :
Utilisez des colorants spéciaux pour résines polyester ou du vernis vitrail Pebéo ou Lefranc et Bourgeois ou de marque Dalbe
Conseils :
Il est conseillé de travailler la résine en couches successives plutôt qu’en une seule, au risque de provoquer un fort échauffement et la création de bulles dans la résine. Le dosage du catalyseur est très sensible : 2 % en moyenne. Cependant, ce dosage est variable en fonction de la masse de résine utilisée ; plus la quantité de résine est importante, plus la quantité de durcisseur doit être faible. Ne pas respecter ce principe entraîne une surchauffe de la résine (craquèlement, jaunissement) et la perte de la pièce incluse.
(Attaque le polystyrène, le styropor, etc.)
Solvant : acétone
La résine polyester de stratification

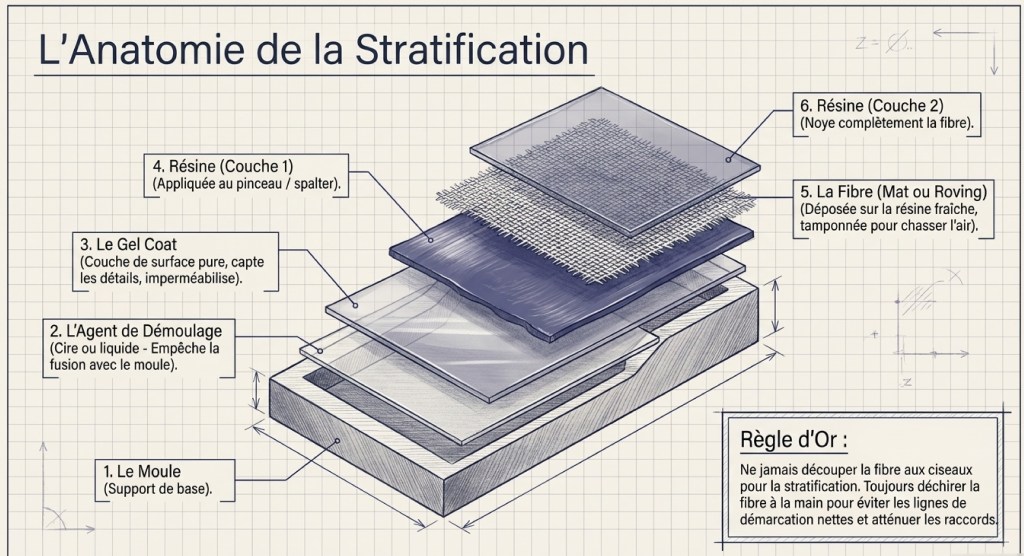
La résine de stratification polyester sert de liant pour la mise en œuvre des tissus et mat de verre fluide ; elle agglomère parfaitement les mats, comme la résine polyester d’inclusion. Elle dégage une forte odeur. Elle peut également servir de résine de coulée, il est possible d’y ajouter une charge minérale (sable, hydralumine, charges métalliques, microballons) pour diminuer la masse de coulée et disperser la température lors de la catalyse.
Dosage : 3 % de durcisseur mec pour 100 g de résine, ce dosage n’est donné qu’à titre indicatif, comme pour la résine d’inclusion la quantité de catalyseur est en fonction de la masse de résine travaillée.
Coloration : colorants spéciaux polyester, vernis vitrail.
Nettoyage et solvant : acétone
Le gel coat :
Le gel coat est une résine polyester épaisse utilisée pour préparer la surface et la coloration pour les tirages en résine polyester et fibre de verre.
Produits complémentaires :
– mat de verre
– démoulant liquide
– cire de démoulage
– gel coat polyester
– styrène paraffiné :
L’addition du styrène paraffiné dans la résine permet de la fluidifier pour un meilleur lissage et de faciliter le ponçage grâce à la formation d’une couche de paraffine en surface qui évite l’encrassement du papier abrasif et permet de corriger l’effet collant sur une résine polyester insuffisamment durcie en surface.
Dosage à respecter: 5% en volume
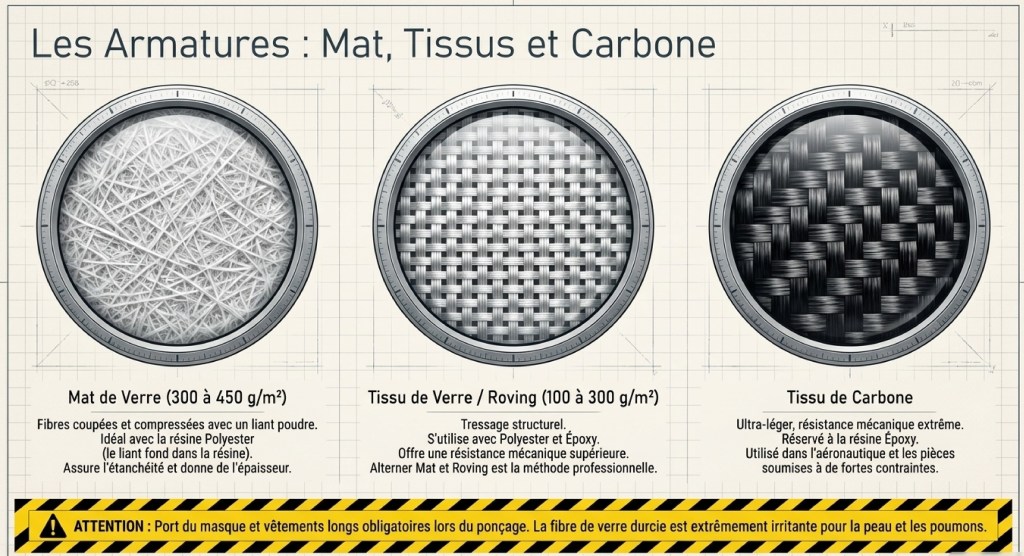
LES MATS DE VERRE ET TISSUS DE VERRE







Les mats de verre et tissus de verre mat sont appelés renfort de verre présentés sous forme de feutres (mat) ou sous forme de tissus (roving)
Le mat de verre est composé de fibres de verre coupées, compressées, et liées par un liant poudre. Le mat de verre est utilisé pour une utilisation avec de la résine polyester, son liant poudre permettant une meilleure dispersion de la résine dans la fibre.
Les mats de verre et roving irritent la peau, ils sont donc à manipuler avec précaution. Attention lors des retouches sur les pièces finies, ponçage, perçage, polissage, etc. : le port d’un masque de protection est obligatoire ainsi que des vêtements de protection, la fibre mélangée à la résine durcie est extrêmement irritante.
MAT DE VERRE 300 g/m2
Assure une grande étanchéité et rigidité
Matériau de renforcement pour résines polyester. Toujours déchirer le mat de verre pour atténuer les raccords. Donne une surface souple. Le mât de verre est saturé de résine dès lors qu’il ne présente plus de parties blanches (bulles d’air). Les plis peuvent être lissés deux minutes après le début de l’action de la résine. Une couche imprégnée de mat de verre 300 g/m² donne une épaisseur d’environ 0,9 à 1 mm. Il est utilisé en première couche derrière une couche mince pour des pièces moulées et en dernière couche pour les recouvrements.
Consommation en résine polyester : env. 0,9 kg/m2.
MAT DE VERRE 450 g/m2
Consommation en résine polyester : env. 1,2 kg/m² pour une couche d’une épaisseur d’environ 1,2 mm.
TISSU DE VERRE 160 g/m² et 100 g/m2
Matériau de renforcement pour résines polyester et époxy. Les stratifiés en résine polyester sont le plus souvent fabriqués en combinant mat et tissu de verre. Les stratifiés en résine époxy sont également réalisés avec cette combinaison. L’assemblage en superposition entre la résine époxy et le tissu de verre est parfaitement optimisé. Le tissu de verre est utilisé dans le nautisme pour réaliser des pièces légères.
Consommation en résine stratifiée : env. 160 g/m² pour une épaisseur de couche de 0,2 mm.
TISSU DE VERRE 300 g/m2
Tissu de verre fin à structure sergée pour stratifiés de bonne transparence. Convient pour résines polyester et époxy.
Consommation en résine de stratification : env. 300 g/m² pour une épaisseur de couche de 0,3 mm.
Mise en œuvre :
Pour la mise en œuvre il faut au préalable coupé en morceaux ou en bandes le mat ou le roving (prévoir une quantité suffisante voir en surplus) appliquez au pinceau (petit spalter soie de porc ou brosse à peindre soie de porc) la résine préalablement catalysé ( 2 a 3 % de MEC en poids) dans le moule puis lors de la phase de gélification poser les bande de mat ou roving bien appuyer le mat avec le pinceau afin d’imprégner la fibre et éviter l’apparition des bulles d’air qui fragiliseraient la structure puis appliquer de nouveau une nouvelle couche de résine pour noyer la fibre entièrement. L’opération pourra se répéter autant de fois que l’on souhaite en fonction de la résistance voulue. Il est conseillé d’alterner mat de verre et roving pour une résistance accrue.
Nettoyage : acétone
produit complémentaire : styrène
LES TISSUS DE CARBONE
Le tissu de carbone se travaille avec de la résine époxy, dont le principal avantage est sa très grande résistance et tenue ; il est réservé à des projets demandant des contraintes mécaniques et de poids accrues : aviation, tuning, etc..
Il se présente sous forme préimprégnée pour être travaillé sous presse pour des catalyses à chaud sous vide dans des moules (fabrication de carrosseries de Formule 1) ou sous forme classique à la découpe pour imprégnation au pinceau.
Pour la mise en œuvre, elle est la même que pour le tissu de verre.
LES CHARGES POUR RÉSINES POLYESTER

POUDRE À THIXOTROPER AEROSIL
L’aérosil est une poudre de silice très fine que l’on incorpore dans la résine polyester pour l’épaissir structurellement, permettant sa mise en œuvre verticalement sans couler. Utilisée aussi pour la fabrication de mastics de diverses consistances, en variant le pourcentage de poudre.
Coloris : blanchâtre.
Utilisation : le mélange doit être fait très soigneusement pour une bonne homogénéité. Adjonction : 0,5 à 3 % en poids. Densité : 50 g/l.
PORT D’UN MASQUE DE PROTECTION PENDANT LA MANIPULATION LE PRODUIT EST TRÈS VOLATILE
L’aérosil est aussi compatible avec les résines époxydes ; la mise en œuvre est similaire.
Les résines UV

Pourquoi la résine UV est-elle devenue l’atout secret des créateurs modernes ?
Dans l’univers de l’artisanat de précision, le temps a longtemps été l’ennemi juré de la perfection. Pour tout créateur travaillant avec des résines traditionnelles, l’attente est un processus physique frustrant : des heures, voire des jours, durant lesquels la poussière peut se déposer sur une surface encore collante ou des bulles peuvent remonter à la surface, ruinant un travail méticuleux. Cependant, une rupture technologique majeure redéfinit actuellement le flux de travail des ateliers : la résine UV. Ce matériau n’est pas qu’une simple amélioration ; c’est un changement de paradigme pour le mouvement maker, offrant une réponse instantanée aux exigences de productivité contemporaines.

La fin de l’attente : le changement de paradigme du durcissement instantané
La résine UV transforme radicalement l’expérience de création grâce à sa réaction immédiate à la lumière ultraviolette. Contrairement aux polymères classiques qui dépendent d’une réaction chimique lente, ce matériau permet une spontanéité totale. Pour l’expert, cela signifie la capacité d’itérer en temps réel, de superposer des couches en quelques minutes et de manipuler l’objet fini sans délai.
Les performances de cette technologie sont telles qu’elles répondent désormais aux standards les plus élevés du secteur :
« Les principaux avantages incluent un séchage rapide, une facilité d’utilisation et la capacité de créer des finitions lisses et brillantes. »
Cette rapidité d’exécution n’est certes pas un confort, c’est un levier de productivité qui permet aux artisans de passer de la phase de conception à un produit commercialisable presque instantanément.
La solidité héritée : la robustesse technique de la famille des époxydes
Au-delà de sa vitesse, la résine UV tire sa force de son héritage chimique. Appartenant à la famille des époxydes, elle bénéficie d’une structure moléculaire qui lui confère une bonne résistance et une durabilité élevée. Cette caractéristique technique est le pilier central qui permet de transformer une simple intention artistique en un objet fonctionnel et pérenne.
Pour des applications exigeantes comme les bijoux portés quotidiennement ou les revêtements de protection, cette robustesse est un impératif. La résine UV garantit que la pièce finale ne se contente pas d’être belle au sortir de la lampe, mais qu’elle conserve son intégrité structurelle face aux sollicitations mécaniques.
L’excellence visuelle est la signature de la résine UV. Elle permet d’atteindre une finition lisse, transparente et brillante, dont la clarté met en valeur la profondeur de chaque projet. L’un de ses atouts majeurs réside dans sa résistance aux rayons UV, une propriété intrinsèque qui garantit le maintien de cette transparence cristalline dans le temps.
Cette polyvalence esthétique est en réalité l’outil de choix pour une multitude d’applications :
- • Bijoux : pour capturer la lumière et protéger les inclusions avec une clarté absolue.
- • Objets d’art : pour une mise en valeur esthétique supérieure des pigments et des textures.
- • Revêtements : pour apporter une couche de protection hautement brillante et résistante.
- • Décoration : pour concevoir des éléments de design aux finitions impeccables.
Une accessibilité totale pour des résultats de grade professionnel
L’un des aspects les plus marquants de la résine UV est sa capacité à démocratiser l’artisanat de haute qualité. Conçue pour répondre aux besoins des artistes, artisans et professionnels, elle élimine la complexité souvent décourageante des mélanges de résines à deux composants.
Sa facilité de mélange — particulièrement lors de l’intégration de pigments ou d’inclusions décoratives — et sa simplicité d’application la rendent accessible aux débutants. Pourtant, elle ne sacrifie en rien les exigences des experts : elle garantit des résultats durables et de haute précision, permettant à chaque créateur, quel que soit son niveau technique, d’atteindre des standards de production professionnels.
Vers une nouvelle ère de l’artisanat de précision
En synthétisant vitesse de séchage, durabilité exceptionnelle et transparence absolue, la résine UV s’impose comme le matériau phare de la création moderne. Elle efface les barrières temporelles pour laisser place à une liberté créative sans précédent, où la seule limite devient l’imagination de celui qui la manipule.
les résines époxydes

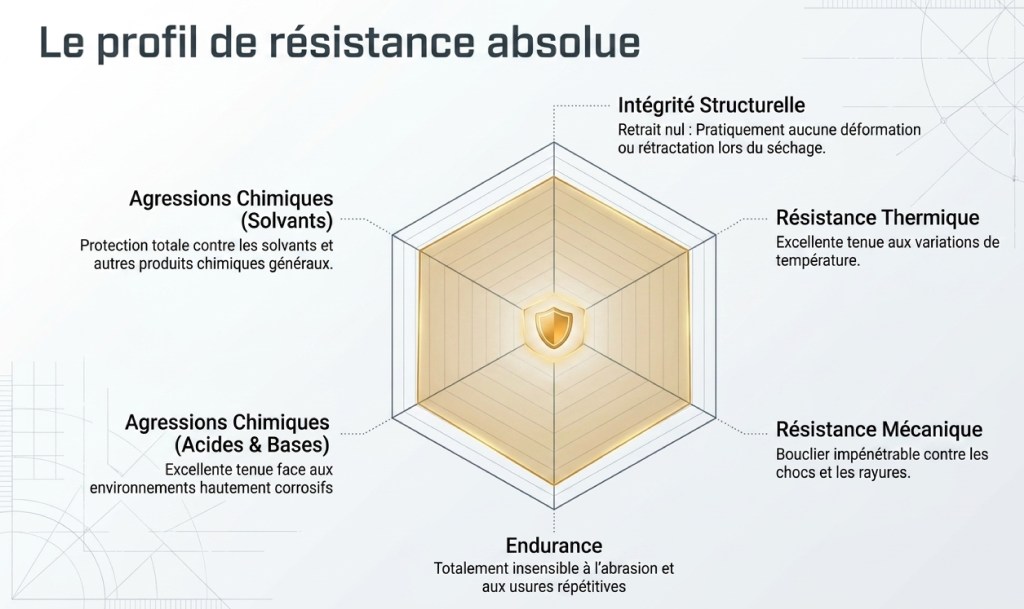
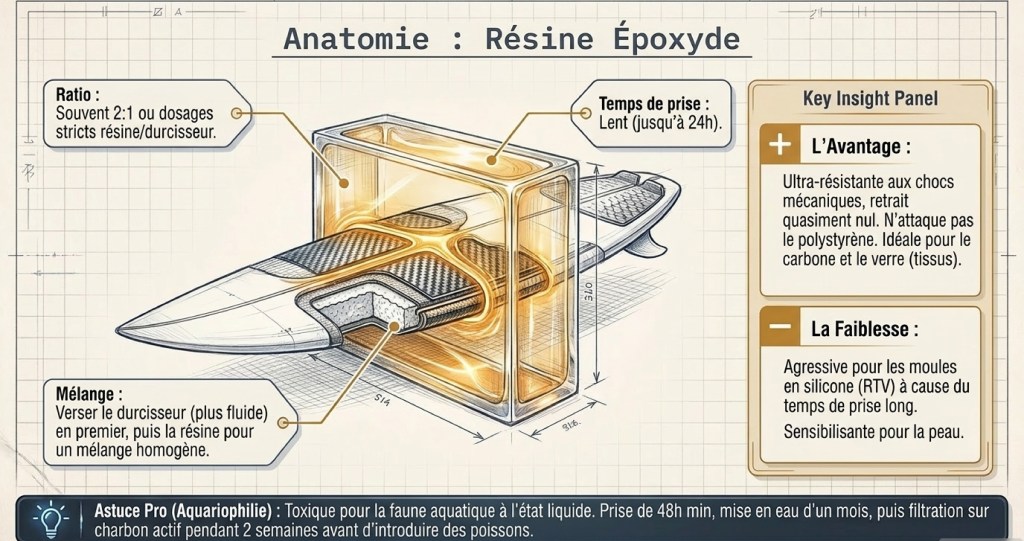
Les résines époxydes ou époxy sont plus résistantes aux chocs et aux déformations que les polyesters, le temps de prise est en moyenne de 24 heures en petites masses, pour de gros volumes il est conseillé de les charger pour éviter l’échauffement lors de grosses coulées. Ces résines sont très agressives envers les moules en RTV silicones et latex en raison de leur temps de prise long et de leur composition chimique. Leur utilisation est diverse : fabrication de surf, pièces devant subir de fortes contraintes mécaniques pour des stratifications sur du polystyrène, styropor. Ne pas utiliser avec des mats de verre mais uniquement avec des roving ou tissus de verre.
La résine R123 SOLOPLAST est couramment utilisée pour la fabrication de décors d’aquarium avec du sable sur de la mousse polyuréthane ou du styropor. Pour ce type de décors, soyez minutieux lors du mélange résine durcisseur : l’innocuité au final est inhérente à la bonne prise de la résine : si l’un des composants est mal mélangé, il en découle une diffusion toxique d’un des composants chimiques dans l’eau du bac. En résumé, bien faire le mélange dans un gobelet de mélange à fond plat, commencer par le durcisseur puis y ajouter la résine, puis bien brasser le mélange. Après 48 heures, vérifier que le décor est entièrement pris sans partie poisseuse. Mettre en eau après un mois, puis faire tourner le bac en eau avec du charbon actif pendant deux semaines.
Plus du produit : vie en pot : deux heures à 20°C. Conseils d’utilisation : peut être utilisée en recouvrement ou moulage alliée avec un tissu. N’adhère pas sur l’ABS, polyéthylène et polypropylène.
Précautions d’emploi : irritant pour les yeux et la peau. Bien qu’ayant une faible charge olfactive, il faut impérativement travailler dans un local aéré
Toxique pour les organismes aquatiques, peut entraîner des effets néfastes à long terme pour l’environnement aquatique. Peut entraîner une sensibilisation par contact avec la peau
les résines époxy de recouvrement (émail à froid)

Ces résines époxydes de recouvrement servent pour l’émaillage à froid et les petites inclusions
Utilisation : bijouterie, pin’s, émaillage à froid.
Le dosage est de deux doses de résines pour une dose de durcisseur
Les résines époxydes d’inclusion
Il se trouve sur le marché des résines époxydes d’inclusion, elles sont utilisées pour la décoration et les coulées en masse par leur grande transparence. Il en existe de nombreuses marques : Epodex, Soloplast, Cleopatre, etc.
À la différence de la résine polyester d’inclusion, le bain-marie à l’eau glacée n’est pas obligatoire pour abaisser la température de la coulée et éviter les craquèlements d’exothermie
Ces résines sont formulées pour des coulées en masse sans exothermie avec une prise plus lente
conseils:
pour un meilleur mélange, commencez le mélange par le durcisseur, celui étant plus fluide, il se mélangera mieux avec la résine qui est plus épaisse,
Il y aura sur le marché des résines de types professionnelles :
Résine cristalle époxy EC161

Résine époxy inclusion Soloplast

Les résines époxy public : vendues principalement dans les magasins de loisirs créatifs
Résine Crystal Diamond

La résine Glass Lack

![cuisine-assortiment-breloques-petit-ours-8-5764935-2015-04-08-23-13-42-dbdff_big[1]](https://lemoulage.com/wp-content/uploads/2015/09/cuisine-assortiment-breloques-petit-ours-8-5764935-2015-04-08-23-13-42-dbdff_big1.jpg)

LES RÉSINES POLYURÉTHANES
Les résines polyuréthane standards sont des résines de coulée rapides, bicomposantes, à base de polyuréthane.
Le produit se compose d’une résine beige ou blanche à base de polyol et d’un durcisseur liquide rouge à brun à base de l’isocyanate .
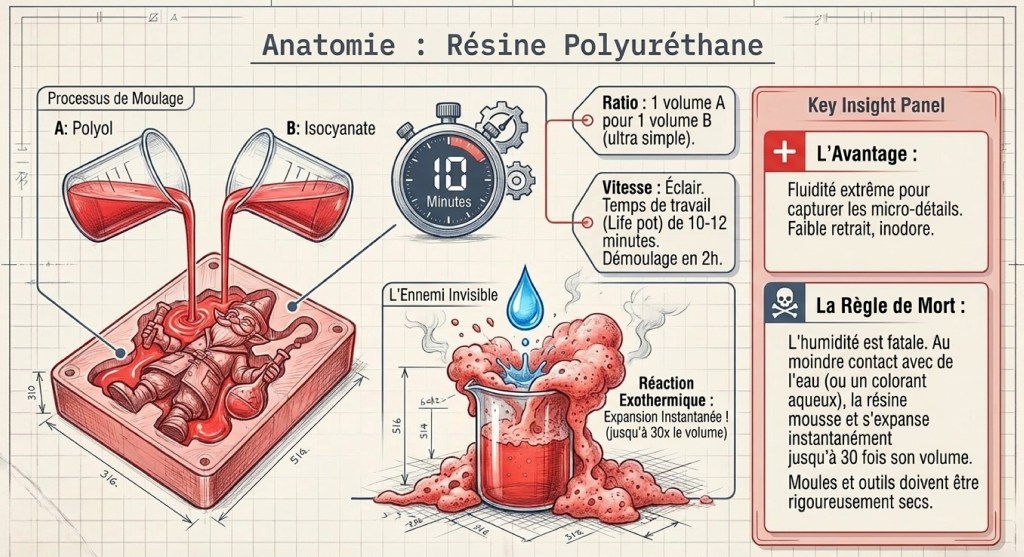
Leurs avantages et caractéristiques sont :
- Faible viscosité
- Utilisable seule ou avec charges sèches
- Pratiquement sans odeur
- Temps de démoulage court
- Faible retrait lors du durcissement
- Temps de travail de 10-12 minutes
- Temps de polymérisation : 2 heures suivant la masse de résine
La résine polyuréthane est idéale pour la coulée de figurine.
Elle est simple à mettre en œuvre, le mélange est d’un volume du composant A pour un volume du composant B. Le mélange effectué, celui-ci doit être coulé rapidement car le temps de vie en pot est très court. La prise est très rapide : quelques minutes suffisent en effet pour obtenir une pièce démoulable. Sa fluidité, sa précision, sa légèreté sont ses grands points forts ; car elle se diffuse facilement dans les moules comportant des détails très fins. Le mélange des deux parts A et B doit être fait dans des récipients exempts de toutes traces d’humidité, car au contact de l’eau la résine polyuréthane se transforme en mousse. Pour les colorants, évitez les bases aqueuses ; l’utilisation de colorants spécifiques aux polyuréthanes est obligatoire.
Il est recommandé de mélanger les bases A et B sans agitation excessive afin d’éviter l’inclusion de bulles d’air.
Les moules pourront être en RTV silicones, latex alginate.





PRÉCAUTIONS D’EMPLOI
Éviter tout contact avec la peau
solvant : acétone
Bien que sans odeur, travaillez dans une local aéré.
Ne pas fumer et ne pas manger pendant le travail
LA MOUSSE DE POLYURÉTHANE
Souple ou rigide. La mousse souple est constituée de fines cellules ouvertes. La qualité rigide est constituée de cellules fermées, elle flotte sans absorber d’eau , elle se déforme sous la pression de façon irréversible. Très réactifs, les composants doivent être soigneusement dosés et mélangés énergiquement et rapidement avec un mélangeur à une température de l’ordre de 18 à 25°C. Les mousses s’expansent jusqu’ à environ 30 fois leur volume initial suivant le taux d’hygrométrie dans l’air ambiant. Dès qu’ils sont mis en contact et brassés, les composants réagissent extrêmement rapidement ; il se produit alors plusieurs changements d’état et une élévation de température (exothermie).
Les mousses rigides est d’une densité moyenne de 30g/l. Elle se prépare dans un rapport de 1 part de composant A pour 1 part de composant B.
Elle est très utile pour la réalisation de pièces légères. Elle est généralement utilisée pour la fabrication de grands éléments comme les décors de théâtre, cinéma ou parcs d’attractions. Pour la fabrication de pièces très résistantes il est indispensable d’appliquer une couche de résine polyester ou époxy armée de fibre de verre au fond du moule de préférence en élastomère de silicone , puis d’ y injecter la mousse. La pression exercée contre les parois du moule lors de l’expansion est importante il est donc primordial de bien fermé le moule pour éviter des éventuelles fuites de matières.
Les colorants pour résines :
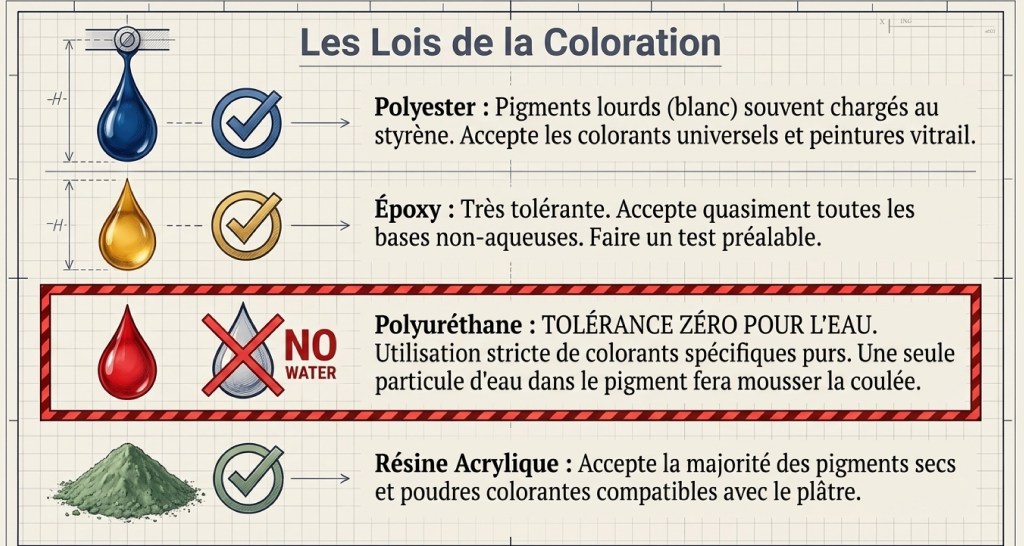

Les colorants pour résines polyester sont souvent chargés avec du styrène pour certaines couleurs, surtout celles contenant une certaine quantité de blanc, qui est un pigment lourd. Pour les autres couleurs, ce sont des colorants pour résines qui sont aussi compatibles avec les époxydes.
Pour les résines époxydes, elles sont moins exigeantes : quasiment toutes les bases colorantes ne contenant pas d’eau peuvent fonctionner. Faites quand même un test préalable si vous ne connaissez pas la composition du colorant.
Pour les résines polyuréthanes, il est impératif que les colorants et charges ne contiennent pas une seule particule d’eau car, en contact avec de l’eau lors du mélange, la résine va instantanément mousser.